Tổng Quan Về Bao Bì Carton
1.1. Cấu Tạo Tấm Giấy Carton
Thùng carton được cấu tạo từ các lớp giấy liên kết với nhau, bao gồm lớp mặt (phẳng) và lớp sóng (hình sin).
- Thùng 3 Lớp: 1 sóng + 2 mặt (Hàng nhẹ).
- Thùng 5 Lớp: 2 sóng + 3 mặt (Hàng nặng).
- Thùng 7 Lớp: 3 sóng + 4 mặt (Siêu trọng).
1.2. Các Loại Sóng Giấy Phổ Biến
| Loại | Độ cao (mm) | Đặc điểm | HS Tiêu Hao |
|---|---|---|---|
| Sóng A | 4.0 - 4.9 | Chịu lực phân tán tốt. | 1.55 |
| Sóng C | 3.2 - 4.0 | Kết hợp ưu điểm A và B. | 1.44 |
| Sóng B | 2.2 - 3.0 | Chịu lực xuyên thủng tốt. | 1.36 |
| Sóng E | 1.0 - 1.8 | Mỏng, in ấn đẹp (hộp nhỏ). | 1.25 |
1.3. Các Chỉ Số Chất Lượng Giấy (QC)
Trọng lượng giấy (gram/m²).
Khả năng chịu áp lực vuông góc.
Khả năng chịu lực nén dọc (quan trọng).
Ảnh hưởng độ cứng và in ấn.
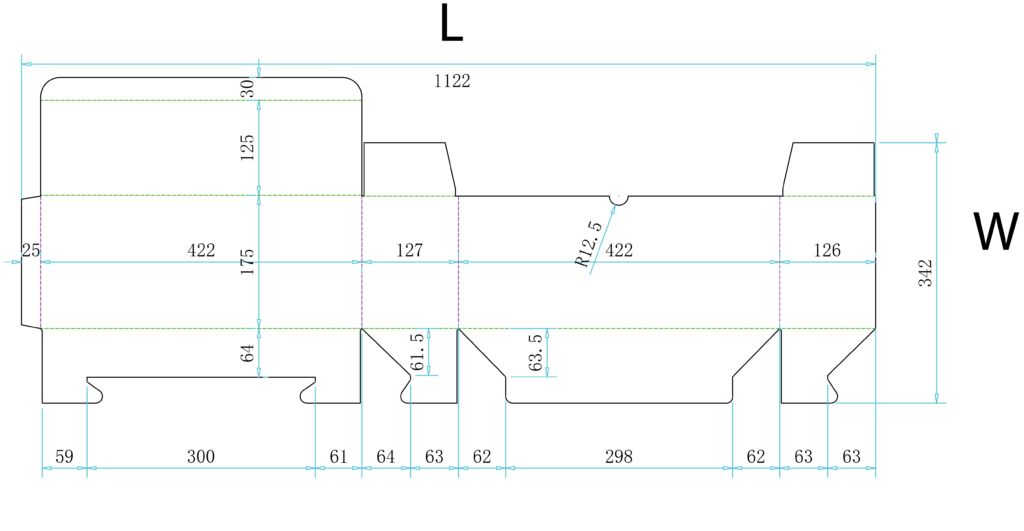
1.4. Quy ước kích thước & Đơn vị
Phân Loại Thùng & Công Thức Tính Toán
Đây là phần kiến thức cốt lõi dành cho bộ phận Kinh doanh và Kế hoạch để tính giá thành và nguyên liệu.
2.1. Các dạng thùng phổ biến và Công thức tính Diện tích (m2)
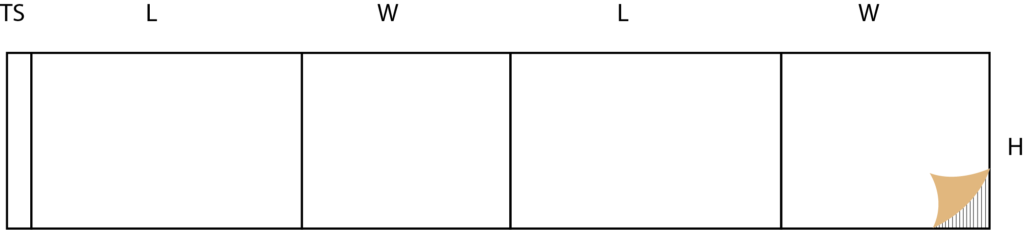
A. Thùng A1 (Thùng đối khẩu)
Loại phổ biến nhất (Mì tôm, Bia). Đáy và nắp đều có 2 cánh lớn khép vào giữa.
S = (2040 × 800) / 1.000.000 = 1.632 m²
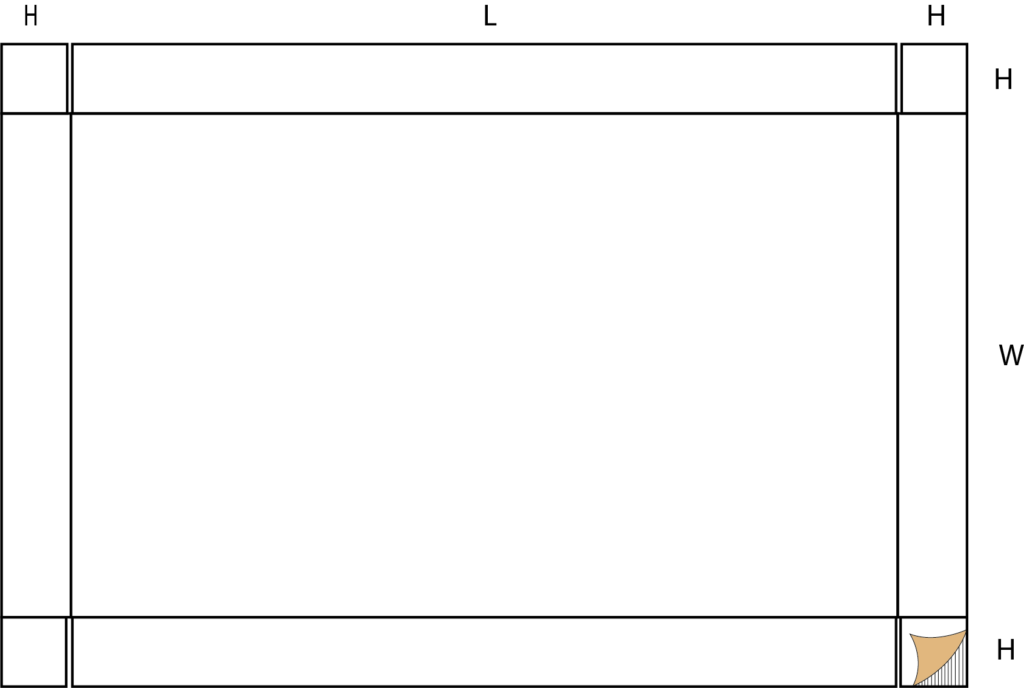
B. Thùng A5 (Thùng nắp chồm)
Cánh nắp phủ chồng lên nhau (chồm) để tăng độ chắc chắn cho đáy/nắp.
S = (2040 × 1200) / 1.000.000 = 2.448 m²
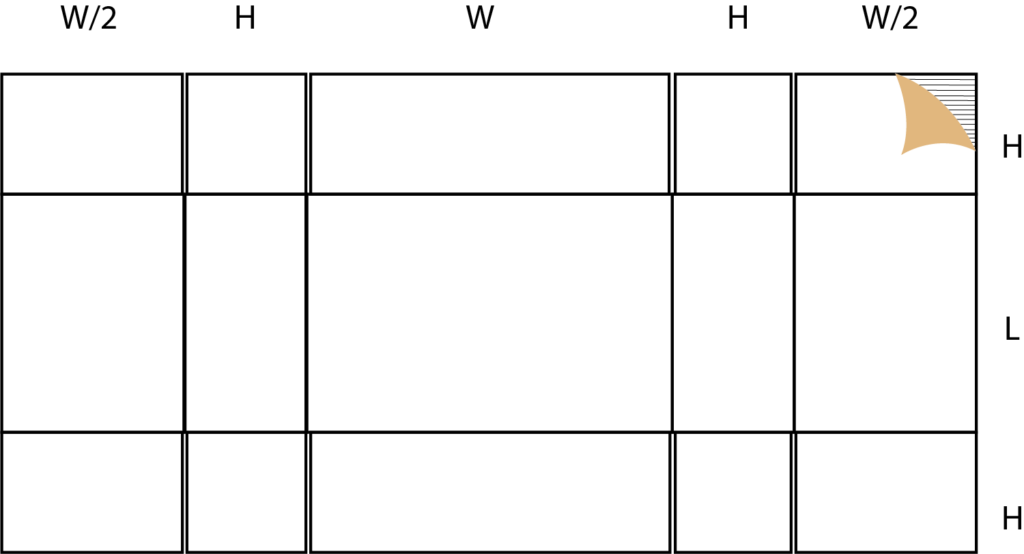
C. Thùng A7 - Phần Đáy (Không nắp có đáy)
Dùng để tính diện tích phần thân đáy (đáy âm).
Kích thước: 600x400x500 mm. Giả sử phần đáy D = 400mm.
S = (2040 × 900) / 1.000.000 = 1.836 m²
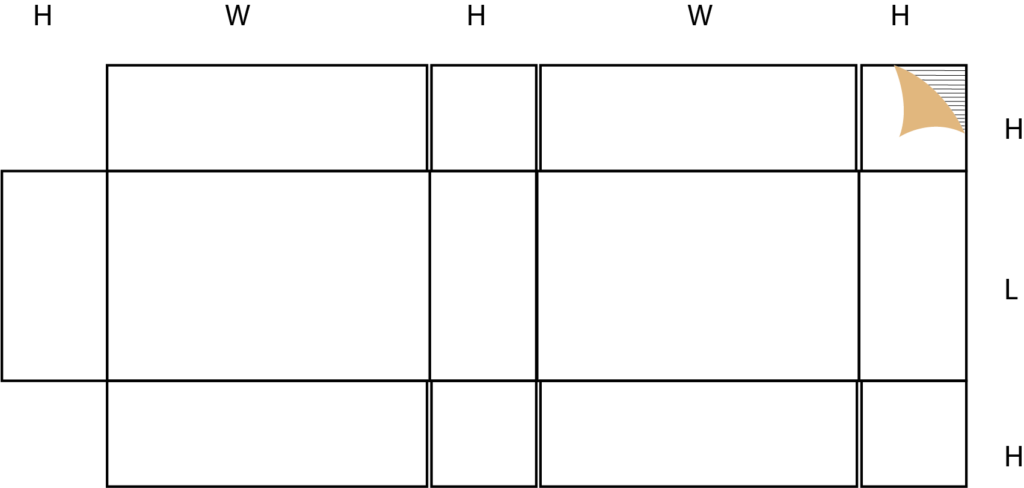
D. Thùng A7 - Phần Nắp (Có nắp không đáy)
Dùng để tính diện tích phần nắp đậy (nắp phủ).
Kích thước thùng: 600x400x500mm. Giả sử nắp phủ sâu N = 200mm.
S = (2040 × 700) / 1.000.000 = 1.428 m²
E. Thùng A7 - Quây (Không nắp không đáy)
Dạng ống (Sleeve) dùng làm quây lót bên trong hoặc bao bên ngoài.
S = (2040 × 500) / 1.000.000 = 1.020 m²
F. Thùng C1 (Âm dương / Nắp rời)
Hộp quà, hộp giày. Nắp và thân tách rời.
S = (500 × 400) / 1.000.000 = 0.2 m²
G. Thùng C2 (Thùng Mở Giữa)
Thiết kế nắp và đáy mở ở giữa thân thùng, thường dùng cho sản phẩm dẹt.
S = (400 × 500) / 1.000.000 = 0.2 m²
H. Thùng C3 (Thùng Mở Hông)
Thiết kế mở nạp sản phẩm từ phía hông (Side Loading), tiết kiệm diện tích cho hàng dài hẹp.
S = (400 × 550) / 1.000.000 = 0.22 m²
I. Tấm lót IF
Tấm lót ngăn cách sản phẩm hoặc lót đáy/nắp.
K. Thùng Bế
Hộp nắp gài, đáy khóa, tự lắp ghép (cần khuôn).
Tính Diện Tích Thùng (m²)
Tính Mét Tới Giấy Cuộn
2.2. Hệ số Sóng & Tiêu Hao
| Loại Sóng | Độ cao (mm) | Số bước sóng/30cm | HS Tiêu Hao (α) |
|---|---|---|---|
| Sóng A | 4.0 - 4.9 | 33 - 39 | 1.55 |
| Sóng C | 3.2 - 4.0 | 39 - 45 | 1.44 |
| Sóng B | 2.2 - 3.0 | 45 - 55 | 1.36 |
| Sóng E | 1.0 - 1.8 | 85 - 100 | 1.25 |
*(Lưu ý: Hệ số thực tế phụ thuộc vào máy sóng của từng nhà máy, thường dao động ± 0.05)*
- 1. Lớp mặt: S_phẳng = S_thùng x 1
- 2. Lớp sóng: S_sóng = S_thùng x HS Tiêu Hao
- 3. Lớp đáy: S_phẳng = S_thùng x 1
Sản xuất 1000 m² tấm carton 3 lớp Sóng C (HS 1.44).
- Giấy mặt cần: 1000 × 1 = 1.000 m²
- Giấy đáy cần: 1000 × 1 = 1.000 m²
- Giấy sóng cần: 1000 × 1.44 = 1.440 m²
Tính Nhanh Diện Tích Giấy Nguyên Liệu (Cho tấm 3 lớp)
*Kết quả Tổng = (Mặt + Đáy) + Sóng. Chưa bao gồm hao hụt chạy máy.*
2.3.Độ Bục
Độ bục là sức chịu đựng của giấy hoặc tấm carton dưới áp lực tác dụng theo phương vuông góc với bề mặt mẫu thử cho đến khi bị rách (nổ).
- Kilogram-force: kgf/cm²
- Pounds/Square Inch: Lbs/in² (psi)
- KiloPascal (SI): kPa
-
1 kgf/cm² ≈ 98.1 kPa
1 kgf/cm² ≈ 14.22 psi
Quan trọng với thùng đựng hàng rời, hàng hạt nhỏ (gạo, hạt nhựa) để tránh vỡ thùng khi va đập.
Chỉ số "Burst Index" (Chỉ số bục) = Độ bục / Định lượng. Dùng để so sánh chất lượng giấy giữa các nhà cung cấp.
- BS các lớp mặt: Tổng độ bục của các lớp giấy phẳng (Mặt, Đáy, Lớp giữa). Lớp sóng thường không tính vào độ bục.
- K: Hệ số hao hụt qua máy sóng (thường lấy 0.95 do áp lực trục sóng làm giảm độ bục của giấy).
Cấu tạo thùng 3 lớp gồm:
- Lớp Mặt (Vàng): Độ bục 12 kgf/cm²
- Lớp Đáy (Xeo): Độ bục 8 kgf/cm²
- Lớp Sóng: (Bỏ qua)
2.4. Công thức tính Thể tích (m³) và Ứng dụng Logistics
Quy tắc: Tính thể tích lô hàng khi xếp chồng dạng phẳng (Knocked Down) để tối ưu xe tải.
- S: Diện tích 1 thùng (m²).
- H: Chiều cao sóng (đổi sang mét).
- Q: Số lượng thùng.
Đơn hàng 1.000 thùng A1 (S = 1.632 m²). Loại Sóng C (4mm).
- Quy đổi chiều cao sóng (m): 4mm = 0.004 m
- Phép tính (V): 1.632 × 0.004 × 1.000
-
Tổng thể tích lô hàng:
V ≈ 6.53 m³
2.5. Công thức tính Trọng lượng (Kg)
Thùng A1, 3 lớp Sóng C (HS Tiêu Hao 1.44), Diện tích 1.2 m².
Cấu trúc giấy: Mặt 150, Đáy 150, Sóng 125.
-
1. Total GSM:
150 + 150 + (125 × 1.44) = 480 g/m²
-
2. Trọng lượng:
(1.2 × 480) / 1000 = 0.576 kg
Tính Trọng Lượng Chi Tiết (5 Lớp)
*Nhập GSM=0 cho các lớp không sử dụng (VD: Thùng 3 lớp bỏ trống Lớp 3 & 4)*
2.6. Công thức quy đổi Giấy cuộn (Kg sang Mét tới)
Đây là công thức quan trọng cho bộ phận Kho và Kế hoạch vật tư để kiểm soát chiều dài giấy thực tế so với tem nhãn.
- L: Chiều dài giấy (mét tới).
- M_tịnh: Trọng lượng tịnh (kg) = (Tổng - Lõi).
- K: Khổ giấy (mét). *Lưu ý: Nếu khổ là cm thì phải chia 100.
- G: Định lượng giấy (g/m2 hay GSM).
- 1.000: Hệ số quy đổi đơn vị.
Cuộn giấy nặng 500kg (lõi 10kg), khổ 1.2m, định lượng 150gsm.
- Trọng lượng tịnh (M): 500 - 10 = 490 kg
- Thông số K x G: 1.2 × 150 = 180
-
Chiều dài cuộn giấy (L):
(490 × 1.000) / 180 ≈ 2.722 mét
2.7. Công thức tính Độ nén thùng (BCT) & Khả năng xếp chồng
Đây là chỉ số quan trọng để xác định thùng có bị sập khi xếp chồng trong kho hay không.
Tính nhanh BCT Yêu Cầu
a. Công thức tính khả năng chịu lực yêu cầu
- W: Trọng lượng 1 thùng hàng (kg).
- N: Số lớp xếp chồng.
- F: Hệ số an toàn.
- * F=3.0: Kho tốt, ngắn hạn.
- * F=4.5: Đi xa, container.
- * F>6.0: Ẩm cao, khắc nghiệt.
b. Công thức McKee (Dự đoán từ ECT)
- ECT: Độ nén cạnh tấm carton (kN/m).
- Z: Chu vi thùng (mm) = 2 x (L + W).
- T: Độ dày tấm carton (mm).
Bài Toán Thực Tế Tổng Hợp: Thùng Thanh Long Xuất Khẩu
Đề bài: Đơn hàng đóng gói 15kg thanh long/thùng, kích thước phủ bì 500x400x350 mm. Xếp chồng 10 lớp trong container lạnh đi Châu Âu (F=5.0).
Bộ phận kỹ thuật đề xuất dùng giấy 5 lớp sóng BC (dày 6mm) có độ cứng tấm đo được là ECT = 12 kN/m. Hỏi cấu trúc này có đạt yêu cầu không?
- Trọng lượng (W): 15 kg
- Số lớp (N): 10
- Hệ số an toàn (F): 5.0
Áp lực tối thiểu thùng phải chịu.
- Chu vi (Z): 1.800 mm (500+400)x2
- Độ dày (T): 6 mm (Sóng BC)
- Độ cứng (ECT): 12 kN/m
Khả năng chịu lực của giấy.
An toàn để xuất khẩu
2.8. Quy trình Phối giấy & Công thức Độ nén vòng (RCT)
Để đạt được chỉ số BCT yêu cầu ở trên, bộ phận kỹ thuật cần chọn các loại giấy cuộn đầu vào sao cho khi kết hợp lại sẽ tạo ra độ cứng (ECT) cần thiết.
Dự đoán ECT từ giấy cuộn
a. Khái niệm RCT (Ring Crush Test):
Là chỉ số độ nén vòng của từng tờ giấy đơn lẻ (giấy mặt, giấy sóng). Chỉ số này thường do nhà máy giấy cung cấp.
1 kgf/6" ≈ 0.064 kN/m
b. Công thức tính ECT từ RCT:
- RCT_mặt/đáy: Độ nén vòng lớp mặt/đáy.
- RCT_sóng: Độ nén vòng lớp sóng.
- α: HS Tiêu Hao sóng (Sóng C = 1.44, B = 1.36).
*(Lý thuyết chưa trừ hao hụt)*
Ví dụ Phối Giấy (Kết cấu 3 lớp sóng C)
- Lớp Mặt (Vàng 170): 1.8 kN/m
- Lớp Đáy (Xeo 150): 1.1 kN/m
- Lớp Sóng (Xeo 125): 0.8 kN/m
- HS Tiêu Hao sóng C (α): 1.44
// ECT = Mặt + Đáy + (Sóng x α)
ECT = 1.8 + 1.1 + (0.8 × 1.44)
ECT = 2.9 + 1.152
= 4.052 kN/m
*(Thực tế sản xuất thường trừ hao hụt khoảng 10-15% do ép dẹp sóng)*
CÔNG NGHỆ IN ẤN VÀ KÝ HIỆU
3.1. Các công nghệ in ấn
In Flexo
In trực tiếp lên tấm carton sóng. Giá rẻ, tốc độ nhanh, phù hợp thùng A1.
In Offset
In lên giấy Duplex/Couche rồi bồi lên sóng. Chất lượng cao cấp, sắc nét.
In Lụa
Thủ công, số lượng ít.
3.2. Ký hiệu tiêu chuẩn trên thùng Carton (ISO 780)
Quan trọng cho Logistics*Việc tuân thủ các ký hiệu này giúp giảm thiểu tỷ lệ hư hỏng hàng hóa trong quá trình vận chuyển và lưu kho, đặc biệt quan trọng với hàng xuất khẩu.
Quản Lý Quy Trình Sản Xuất (Model Hiện Đại)
Dựa trên quy trình chuẩn của phần mềm quản lý sản xuất (MIS Techwave):
Bước 1: Kinh doanh & Đơn hàng
- Thiết kế sản phẩm (Mã, Loại thùng, Mã màu, Mã khuôn).
- Lên đơn hàng (PO) và tính giá.
Bước 2: Kế hoạch sản xuất (PMC)
- Tính toán nhu cầu vật tư (Giấy cuộn/Giấy tấm).
- Ghép đơn: Tối ưu khổ giấy chạy máy sóng để giảm hao hụt lề biên.
Bước 3: Thu mua & Kho Nguyên liệu
- Quản lý giấy cuộn theo lô, số kg.
- Kiểm soát nhập xuất đúng định mức (FIFO).
Bước 4: Thực hiện Sản xuất (Shop Floor)
- Công đoạn Sóng: Tạo phôi giấy tấm.
- Công đoạn Hoàn thiện: In -> Bế -> Dán/Ghim -> Bó kiện.
- Báo công: Ghi nhận sản lượng đạt/hỏng và thời gian dừng máy.
Bước 5: Quản lý Thành phẩm & Giao hàng
- Nhập kho thành phẩm bằng mã vạch.
- Sắp xe giao hàng dựa trên thể tích ($m^3$) để tối ưu tải trọng.
Quản Lý Kho Vận & Logistics Toàn Diện
5.1. Kỹ Thuật Xếp Pallet & Bảo Vệ Hàng Hóa
a. Kiểu Xếp Hàng (Pallet Pattern)
Các thùng xếp thẳng hàng tuyệt đối từ dưới lên trên (cạnh trùng cạnh, góc trùng góc).
- Ưu điểm: Tận dụng tối đa 100% khả năng chịu lực của thùng (BCT).
- Nhược điểm: Khối hàng kém ổn định, dễ đổ khi di chuyển. Bắt buộc phải quấn màng co hoặc đai chặt.
Các lớp thùng được xoay chiều đan xen nhau (như xây gạch) để tạo liên kết.
- Ưu điểm: Khối hàng vững chắc, an toàn khi vận chuyển nội bộ.
- Nhược điểm: Giảm khả năng chịu lực từ 30% - 50% do lực nén không truyền thẳng xuống góc thùng.
b. Các Lỗi Thường Gặp (Tránh Tuyệt Đối)
-
Xếp Thò (Overhang)
Thùng hàng bị xếp thò ra ngoài phạm vi pallet.
Hậu quả: Giảm 30% độ cứng thùng. Dễ bị va quẹt rách hàng. -
Tiếp Xúc Khe Hở (Gap)
Xếp các thùng quá thưa, tạo khoảng hở lớn giữa các thùng.
Hậu quả: Hàng bị xô lệch, khó cố định.
5.2. Kiểm Soát Môi Trường Kho
Giấy có tính hút ẩm cao (Hygroscopic). Độ ẩm là "kẻ thù" số 1 của thùng carton.
- Độ ẩm lý tưởng: 50% - 60%
- Nhiệt độ lý tưởng: 25°C - 30°C
5.3. Chiến Lược Quản Lý Tồn Kho
Nhập trước xuất trước. Giấy để quá 6 tháng sẽ bị lão hóa, giòn keo và giảm chất lượng kết dính.
Quản lý vị trí (Location) chính xác. Truy xuất nguồn gốc lô giấy khi có sự cố chất lượng.
Kho giấy là nơi có nguy cơ cháy cực cao. Tuân thủ khoảng cách giữa các line hàng và hệ thống Sprinkler.
5.4. Tối Ưu Hóa Vận Tải (Xe Tải & CBM)
Thể tích chứa hàng tối đa (CBM) tham khảo của các loại xe tải phổ biến để tính toán ghép chuyến.
Tổng CBM = (Dài x Rộng x Cao) x Số lượng thùng
Luôn chừa khoảng 5-10% không gian trống để dễ dàng bốc dỡ và trừ hao độ phồng của thùng carton.
CÁC LOẠI MÁY MÓC & THIẾT BỊ CHÍNH TRONG NGÀNH BAO BÌ
Để vận hành nhà máy hiệu quả, các bộ phận cần hiểu rõ chức năng và năng lực của từng loại máy móc.
6.1. Dây chuyền Máy Sóng (Corrugator Line) - "Trái tim" của nhà máy
Máy sóng là thiết bị lớn nhất và quan trọng nhất, chịu trách nhiệm kết dính các cuộn giấy nguyên liệu thành tấm carton (phôi).
Chức năng: Tạo sóng giấy, bôi keo, dán lớp mặt/đáy, sấy khô, cán lằn (tạo nếp gấp) và cắt tấm theo kích thước yêu cầu.
- Giá nâng cuộn (Mill Roll Stand): Nâng cuộn giấy vào vị trí.
- Lô sóng (Corrugating Rolls): Cặp trục kim loại có rãnh để ép giấy phẳng thành hình sin (A, B, C, E).
- Máy cắt tấm (Cut-off Knife): Cắt chiều dài phôi giấy. Độ chính xác thường là ±1mm.
- Tốc độ: Các máy hiện đại chạy 150m - 300m/phút.
- Khổ máy: Thường là 1.8m, 2.2m hoặc 2.5m. (Kinh doanh cần biết khổ này để ghép đơn hàng tối ưu).
- Khổ giấy nhỏ nhất: Thường là 900mm (dưới mức này khó ghép đơn chạy máy).
- Hệ thống Dao cắt & Chia khổ:
- - Số dao chia (Slitter): Linh hoạt từ 1 đến 6 dao (cho phép chia nhiều khổ nhỏ cùng lúc).
- - Chiều dài cắt tấm:
- Min: 500mm (Nhỏ hơn phải cắt tay lại).
- Max: 3000mm - 4500mm (Tùy thuộc vào giàn thu phôi Stacker).
6.2. Máy In Flexo (Flexo Printer Slotter Die-cutter)
Đây là máy hoàn thiện phổ biến nhất cho thùng A1 (thùng mì, thùng bia).
Quy trình tích hợp: Nạp phôi -> In màu -> Chạp (xẻ rãnh tạo nắp) -> Bế tròn (đục lỗ tay cầm/thông hơi) -> Loại bỏ phôi vụn.
- Sử dụng bản in Polymer dẻo.
- Mực in gốc nước (thân thiện môi trường, khô nhanh).
- Màu sắc: Thường có từ 1 đến 6 tháp màu (tương ứng in được 1-6 màu).
- Nếu in nhiều màu chồng lên nhau chính xác (in Tram), cần máy có bộ sấy tốt và lô anilox cao cấp.
- Phải tính bù hao hụt ("bù nhíp") khoảng 10-12mm chiều rộng tờ giấy để máy kẹp và kéo đi.
6.3. Máy In Kỹ Thuật Số (Digital Printing Machine)
Đây là xu hướng mới cho các đơn hàng thương mại điện tử, sản xuất mẫu hoặc các chiến dịch marketing ngắn hạn.
Cơ chế: Phun mực trực tiếp lên bề mặt giấy (giống máy in văn phòng nhưng khổ lớn công nghiệp), không cần bản in (khuôn in).
- Tốc độ set-up: Cực nhanh, có file thiết kế là in được ngay.
- Linh hoạt: Có thể in dữ liệu biến đổi (mỗi thùng 1 mã QR, 1 tên khách hàng khác nhau).
- Chất lượng: In được hình ảnh chất lượng cao (CMYK), chuyển màu mượt mà.
- Chi phí khuôn: = 0 (Không tốn tiền làm bản in Polymer).
- Tốc độ in chậm hơn nhiều so với Flexo.
- Giá thành mực in cao -> Chi phí trên mỗi sản phẩm cao.
- Chỉ phù hợp với đơn hàng số lượng ít (< 500-1000 cái).
6.4. Máy Bế (Die-cutting Machines)
Dùng để tạo hình các loại hộp phức tạp (nắp gài, hộp đáy khóa, hộp trưng bày) mà máy chạp khe thông thường không làm được.
- Cơ chế: Ép khuôn gỗ phẳng lên tấm giấy.
- Ưu điểm: Độ chính xác cực cao, đường cắt sắc nét. Phù hợp hộp quà, hộp offset, hộp chi tiết nhỏ.
- Nhược điểm: Tốc độ chậm hơn bế tròn.
- Cơ chế: Khuôn bế dạng cong gắn trên trục quay. Thường gắn liền sau máy in Flexo.
- Ưu điểm: Tốc độ rất cao (sản xuất hàng loạt lớn).
- Nhược điểm: Độ chính xác không bằng bế phẳng, mép cắt có thể hơi tưa. Chi phí khuôn cao hơn khuôn phẳng.
6.5. Các Máy Hoàn Thiện Sau In (Finishing)
Sau khi in và tạo hình, thùng cần được kết nối để thành hình ống.
- Tự động gấp thùng và phun keo dán mép nối.
- Tốc độ rất cao (10.000 - 20.000 thùng/giờ).
- Chủ yếu dùng cho thùng A1 tiêu chuẩn.
- Dùng dây kim loại để bấm ghim nối 2 mép thùng.
- Dùng cho thùng đựng hàng nặng, thùng kích thước lớn hoặc thùng 7 lớp (keo dán không đủ chắc).
- Có loại bán tự động (công nhân đẩy) và tự động hoàn toàn.
Dùng dây PE để buộc thùng thành từng bó (thường 10 hoặc 20 cái/bó) để dễ vận chuyển.
6.6. Máy móc & Thiết bị Phụ trợ (Auxiliary Equipment)
Ngoài các máy chính, hệ thống phụ trợ giúp tăng năng suất, giảm lãng phí và bảo vệ sản phẩm cuối cùng.
- Chức năng: Tự động pha trộn bột hồ, xút, borax và nước theo công thức chuẩn để tạo keo hồ chạy sóng.
- Lợi ích: Kiểm soát độ nhớt ổn định, giúp sóng giấy cứng, không bị bong tách và tiết kiệm lượng keo sử dụng.
- Chức năng: Hệ thống quạt hút sẽ hút giấy vụn (biên lề, phôi thừa) từ máy sóng, máy chạp, máy bế qua đường ống gió tập trung.
- Máy Ép Kiện: Nén giấy vụn thành các khối vuông vức, giúp nhà máy gọn gàng và dễ dàng bán lại cho nhà máy giấy để tái chế.
- Chức năng: Tự động quấn màng PE (màng chít) quanh pallet thành phẩm.
- Lợi ích: Chống bụi, chống ẩm, chống nước mưa và giữ vững khối hàng không bị đổ khi vận chuyển.
- Chức năng: Dùng dây đai nhựa (PP/PET) để nẹp chặt kiện hàng hoặc pallet.
- Ứng dụng: Đảm bảo an toàn tuyệt đối cho các kiện hàng nặng hoặc đi xuất khẩu.